
1、将机台及作业场所整理干净,检查吸尘系统是否正常
2、检查胶锅内的胶水是否充足干净,不足时应根据用量适当加胶;
3、根据工件长、宽度调节好平衡杆位置;
4、根据工件厚度调节好上压轴与下履带之间的距离,保证工件能压稳,又不会因太紧而压伤工件表面;
5、调节胶门的大小,使封边料能够涂胶均匀、充分;
6、通过试机,看封边机运转是否正常;
7、准备好材料和辅料(垫板、纸皮等)。


1、将胶轮加热至180℃,指示灯亮时,再打开其它开关。封边时,胶锅温度应保持在180℃±20℃,胶轴应保持在200℃±20℃; 2、装上封边料,同时将工件放上输送带,并紧靠90°导轨挡板,然后平行均匀推进; 3、每加工一种工件,必须作首件自检; 4、异形工件封边前,先用240#砂纸磨去毛刺,在异形封边机作业时,要注意用力均匀。 封好的标准板件

封好的窄板件
影响封边机封边质量的因素很多比如封边工作被打断,干扰了时间测定影响了工时应用的可靠性等。要提高工作率作业效率与提高质量的目标一般有一下几种方法: 1、若局部封边条未能与板边牢固粘合可以涂胶修补; 2、必要时将封边条撕掉、锯掉或铣掉重新封边; 3、当发现板件上有锈斑时及时对机器擦拭防锈油; 4、经常维护封边机设备尤其是封边机的涂胶装置; 5、工艺流程和工序之间的配合(如先钻孔的板件或门条成组封边等),要清晰明了配合不好也会产生不良的影响; 6、封边机的性能(如履带速度)、工件摆放的方位和高度、工人的作业速度和对故障的判断处理能力、工人的作业配合等都会影响封边机的正常使用,所以工人上岗前应对其进行必要的使用培训,如想尽量减少工作中被打断影响工时请尽量使用熟练工人操作。
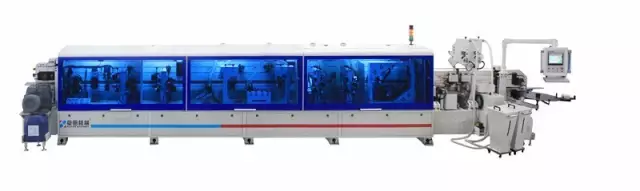
TEB-260系列全自动高速履带式封边机,适用于中大型定制家具企业

ECO-25系列全自动高速窄板封边机,适用于中型定制家具企业
1.封边:采用手动或者全自动封边机封边,也可以手工封边,无论哪一种,封边的程序都是:板边或封边带涂胶——封边带压帖在板边上——多余封边齐头——两侧多余封边修边——修整,对于全自动封边机,还有铣边、追踪修边、刮边、抛光等功能。 封边最关键的是板材边要平直,不要存在推台锯大小锯片错位所产生的台阶,要压帖紧密,否则容易产生封边与板边存在缝隙,手工封边时最好采用手工封边专用胶水,不建议使用万能胶,遇热容易脱落。 2.木皮贴面:板材定厚砂光——木皮精选——木皮裁切——木皮拼缝——板材涂胶——将木皮放在涂好胶的板材表面——放入热压机热压——齐边或者修边 木皮贴面的几大关键: 所贴板面一定要平整,不得有板筋、凹陷、孔洞等,否则容易鼓泡、离层;木皮裁切切口平直,拼缝严密,否则容易出现缝隙;涂胶要适量、均匀,涂胶太多容易透胶,涂胶太少容易缺胶、鼓泡、离层;热压温度和时间要精确掌握。

ECO-230系列全自动窄板封边机,适用于中小型定制家具企业
封边机、全自动封边机的质量均受到很多的外界以及内在因素的影响,这些因素包括设备状况、原材料状况、操作熟练程度,一般着重注意下以下6方面: (1)如果选用厚的封边带封边时,封边机压料辊松紧应调整至最佳位置,最易犯的毛病就是压得过紧。由于封边带比工件稍长,当压料辊压住封边带长出部分时,给封边带一个垂直于进给方向的力,此时由于胶还未完全固化,胶合强度不高,尾部易松开而粘不牢 (2)加工时室内温度不能过低,一般应在15°C以上,尤其封边带厚时,柔韧性会不足,要保证预热装置的正常工作,若无预热装置时也可采用电吹风加热等方法使封边带软化,该方法尤其适用于曲线封边。加工车间内不得有过堂风。 封边带的质量影响封边效果,质量好的封边带封出的产品封边处严密,质量差的封边带封出的产品封边处缝隙较大,有一条明显的黑线。机器修边时靠山易在表层刮出痕迹。厚的封边带从断面看,胶合面的中部应稍微比两边凹一些,这种封边带封出的产品封边处较严密,效果佳。 (3)实木封边材料的含水率不要过高,应该储存在阴凉和干燥的室内,基材要求无灰尘,最佳含水率在8-10%。 (4)由于封边速度很快,胶粘剂在低压力下要具有很好的弥散性和对基材的渗透性,要有很好的初粘性,在短时间的压力作用下应该瞬间胶合,粘结牢固。使用时要注意保证热熔胶的温度在正常温度范围内,长时间过高的温度会使胶分;低的温度下热熔胶达不到好的流动性,使用时要掌握好供应商提供的数据。 (5)热熔胶涂胶量应该以使胶合部件外边略挤出胶为准,过大,封边处有一条黑线,影响美观;过小,胶合强度不够。为检验胶膜是否连续,可以用透明的硬pvc带来测试;也可用普通封边带封边,趁胶未冷却时将封边带撕下来检验。 (6)对于封边机无前铣刀装置的使用厂家来说,待封边的半成品裁切质量也影响封边效果。一般厂家为防止产品爆边,裁切时会使用刻痕锯(俗称小锯片),裁切后的最佳效果应是断面处能看到小锯片痕但摸起来却感觉不到。小锯片痕太深封边时封不牢,封边处可看见一条黑线甚至可看到缝隙,太浅又易爆口。
素材转自网络,仅供业者参考,侵删。
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。






